为了提高产品的抗冲击性能,在生产过程中要添加抗冲改性剂。用于硬质PVC行业的抗冲改性剂主要有CPE、MBS和ACR。其中CPE、ACR改性剂的分子结构中不含双键,耐候性能好,广泛用于户外建筑材料。目前就CPE和ACR对PVC冲击改性的效果讨论很多,国外对ACR性能的推荐,除强调它对低温冲击强度的大幅度提高外,还强调它对耐候性、加工性能的改性,而CPE对加工温度的敏感性也已被生产实际所证实。因此,目前在欧洲、美国以丙稀酸酯为主导来改进PVC的抗冲击性。在我国,由于只有少数厂家生产抗冲ACR改性剂,品种和牌号均不能满足市场需要,而且质量尚欠稳定,价格偏高。因而,目前我国绝大多数(90%)异型材厂仍以CPE作抗冲改性剂,CPE依然占主导地位,丙稀酸酯应用较少,还有的厂家采用MBS。在此,我们对CPE与ACR、MBS进行一下对比试验,对它们进行全面的了解,评价各项性能孰优孰劣,以便扬长避短,合理使用。
实验部分
1、实验用主要原料、规格:
(1)树脂:聚氯乙稀PVC SG-5型,潍坊亚星化学股份有限公司产。
(2)抗冲击改性剂:CPE:型号3135,潍坊亚星化学股份有限公司产。ACR:KM355P,吴羽化学公司产品。MBS:台湾产。
(3)稀土稳定剂:型号REC-E,广东广洋高科技实业有限公司产。
(4)钛白粉:型号R105,美国杜邦公司产。
(5)轻质碳酸钙:淄博华信化工股份有限公司产。
(6)加工助剂:ACR-201型,山东曙光集团塑胶制品厂产。
2、实验用主要设备及测试仪器:
(1)高速混合机:型号GH-10DY,桨叶转速1250/2500转/分,北京华新科塑料机械有限公司产。
(2)哈克密炼机和挤出机:德国哈克公司产。
(3)万能制样机:河北承德精密试验机厂。
(4)电子拉力试验机:河北承德精密试验机厂。
(5)冲击试验机:河北承德精密试验机厂。
3、实验流程及条件:
实验流程:配料→捏合→挤出→制样→测试
PVC中各种助剂用量如表1所示。
表1 100份PVC中助剂的用量
|
助剂 |
ACR |
碳酸钙 |
钛白粉 |
稀土稳定剂 |
硬脂酸钙 |
|
份数 |
1.6 |
5 |
4 |
3.1 |
0.06 |
在PVC共混体系中,表1中各种助剂用量不变,抗冲改性剂的种类和用量是变量。
(1)捏合:将定量的PVC与助剂倒入捏合机内,高速运转,物料温度达到120℃时放出物料,冷却后装袋。
(2)密炼:将定量的PVC共混料加入密炼机中进行密炼,条件为温度180℃,转速30rpm。
(3)挤出:将PVC 共混料加入双螺杆挤出机中挤出,工艺条件为:温度TS-E1 184℃,TS-E2187℃,TS-E3 190℃;TS-D1 191℃。螺杆转速30rpm。
结果与讨论
1、不同改性剂对PVC共混料的流变性能的影响:
用抗冲改性剂CPE、ACR、MBS改性的PVC共混料的流变曲线如图1所示。
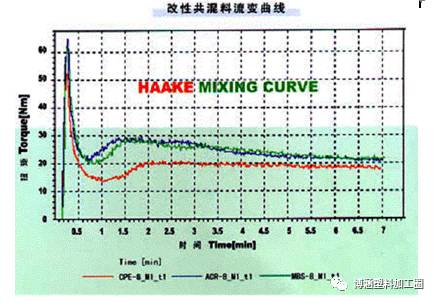
图1 改性共混料流变曲线
图1表明采用CPE塑化稍慢,但扭矩最低。共混料流变曲线中,最大扭矩可作为加工设备所需要的传动功率大小的度量,而平衡扭矩则决定了加工设备生产时的功率消耗,它们都是极重要的流变特性参数。平衡扭矩值平稳表明配方中助剂与树脂相容性好,塑化时间长短可决定设备的一些参数。扭矩低,可使挤出功率降低。
2、各类抗冲改性剂对硬质PVC共混料挤出加工性能的影响:
不同改性剂不同份数的挤出性能曲线如图2所示。
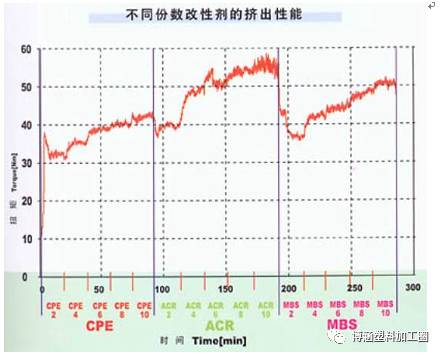
图2 不同份数改性的挤出性能
由图2可见,随着改性剂份数的增加,挤出扭矩都要增加。这说明改性剂用量增加,会使物料的粘度增加,导致扭矩升高。其中CPE挤出扭矩最低,MBS次之,ACR最高。这说明用CPE作改性剂时,加工设备生产时的功率消耗低,有利于节能和降低成本。
3、各类抗冲改性剂对硬质PVC共混料力学性能的影响:
各类抗冲改性剂改性硬质PVC共混料的力学性能对比如表2所示。
表2 三种改性剂挤出片材的力学性能比较
|
6份 |
8份 |
10份 |
||||||
|
CPE |
ACR |
MBS |
CPE |
ACR |
MBS |
CPE |
ACR |
MBS |
|
|
23℃冲击强度KJ/m2 |
40 |
32 |
38 |
44 |
49 |
47 |
未断 |
未断 |
未断 |
|
-10℃冲击强度KJ/m2 |
21 |
17 |
17 |
26 |
17 |
23 |
31 |
18 |
32 |
|
屈服强度(Mpa) |
47 |
43 |
43 |
45 |
39 |
43 |
45 |
38 |
42 |
由表2可见,三种改性剂均随着用量的增加,其冲击强度增加,拉伸强度下降。三种改性剂达到8份时都能满足产品的要求。但CPE具有最佳低温抗冲性能,而且价格最低。因此,采用CPE对PVC改性,将使制品的成本大幅下降。
4、我国硬质PVC产品抗冲改性剂的应用技术:
据资料介绍,目前学术上将改性剂的增韧理论分为两大类:一类网络聚合物:是指抗冲改性剂在PVC基体材料中形成抵御外界冲击的弹性网,这类弹性体改性机理是在PVC材料中形成网络。另一类“核—壳”结构共聚物:这类聚合物由两部分组成,构成通常所称的“核—壳”结构,其核是一类低度交联的弹性体,壳是具有较高玻璃化温度的高聚物,粒子之间容易分离,可均匀地分散至PVC基体中,并能和PVC基体相互作用,因而可改进PVC抗冲击性能。CPE、MBS、ACR抗冲改性剂改性PVC的性能比较如表3所示。
表3 抗冲改性剂性能比较
|
性能指标 |
纯PVC |
CPE |
MBS |
ACR |
|
|
耐腐蚀性 |
优 |
优 |
好 |
好 |
|
|
耐气候性 |
好 |
好-优 |
差 |
好-优 |
|
|
低温韧性 |
差 |
好 |
好-优 |
差-好 |
|
|
缺口敏感性 |
高 |
低-中 |
低 |
中 |
|
|
弯曲变形温度 |
中 |
中 |
低-中 |
低-中 |
|
|
透明性 |
优 |
差 |
好-优 |
差 |
|
|
应力白化 |
低 |
高 |
中 |
高 |
|
|
加工性能 |
熔融速率 |
中 |
低 |
高 |
中-高 |
|
熔体拉伸强度 |
差 |
差 |
优 |
优 |
|
|
熔体弹性 |
中-高 |
中 |
中 |
低 |
由表3可见,CPE与ACR相比较:除了加工性能ACR比CPE优越外,其它性能指标CPE均优于或等于ACR。因此只要确定好成型工艺条件,并在生产实践中严格执行,所制得的制品性能价格比就是最优的。而且,目前国内的CPE厂也在大力开发CPE新品种新牌号,使其具有塑化快、热稳定性好的特性,以适应PVC型材高速挤出的要求。
结 论
(1)采用CPE作PVC抗冲改性剂时塑化稍慢,但扭矩最低,有利于节能。
(2)随着改性剂用量的增加,挤出扭矩均增加,但CPE的挤出扭矩最低,表明功率消耗低。
(3)三种改性剂达到8份时均能满足国标要求,但CPE价格最低。
(4)通过对各种抗冲改性剂改性性能的比较,除了ACR在加工方面略占优势外,CPE和ACR均能满足PVC产品的性能要求。

